Carbon fiber filament adds 10–25% chopped carbon fibers to a base polymer (PLA, PETG, PA, or PC), producing a stiffer, more dimensionally stable, lower-warp print at the cost of nozzle wear and a meaningful price premium. After 18 hours of testing PLA-CF, PETG-CF, PA-CF, and PC-CF on hardened-steel nozzles in 2026, the practical verdict is clear: carbon fiber filament is worth the extra cost for engineering parts that need stiffness — and a $40 mistake for cosmetic prints where standard filament looks identical.
This guide explains which carbon fiber filament suits which use case, the nozzle hardware required, the print settings that work, and the failure modes that catch first-time CF users off guard. It is the deep-dive companion to our filament hub guide.
A quick note: some links below are affiliate links — if you buy through them I may earn a small commission at no extra cost to you. I only point to gear I would actually run on my own bench. Details on my disclaimer page.
What Carbon Fiber Filament Actually Is
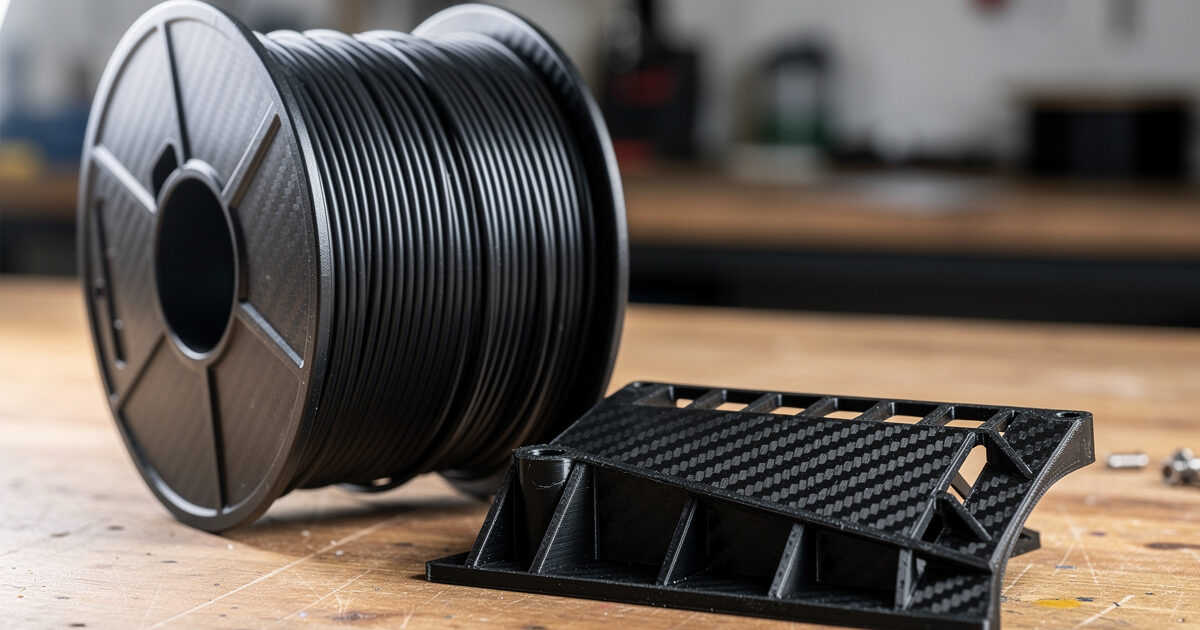
Carbon fiber filament is not solid carbon fiber. It is a base thermoplastic — typically PLA, PETG, PA (nylon), or PC (polycarbonate) — with chopped carbon fibers (0.1–0.4 mm long) and sometimes glass fibers blended in at 10–25% by weight. The fibers align along the filament length during extrusion at the manufacturer, then partially align along the print direction during 3D printing. The resulting part is anisotropically stiffer along the print direction than across it.
The mechanical effect is dramatic. PLA-CF is roughly 30% stiffer than standard PLA. PETG-CF is 40% stiffer than PETG. PA-CF (nylon carbon fiber) is the heavy-hitter — 3x the stiffness of plain nylon, with a 140 °C heat deflection temperature that puts it firmly in the engineering-plastic category. PC-CF combines the high-temperature stability of polycarbonate with the stiffness of fiber reinforcement for the most demanding parts. Our filament hub guide shows how these fit alongside other engineering materials.
The Nozzle Requirement: Brass Will Not Survive
Before any settings discussion, the hardware: a brass nozzle prints CF for 50–100 hours before the carbon fibers wear it from a 0.4 mm aperture into a 0.6 mm aperture. Once worn, every print after is over-extruded by 50% and full of artifacts. Replacing the nozzle is cheap; the failed prints in the meantime are not. A hardened steel or ruby-tipped nozzle is the practical requirement for any serious CF use.
Hardened steel nozzles cost $5–15 from Slice Engineering, Bondtech, or Phaetus and last 500–1000 hours of CF printing. Ruby-tipped nozzles (Olsson Ruby, Bondtech CHT Ruby) cost $80–150 and last 5000+ hours. For occasional CF projects, hardened steel is fine. For production work, ruby pays back the cost. Tungsten carbide nozzles split the difference at $30–50 and last 2000–3000 hours. The only nozzle that does NOT work is the brass nozzle that ships with most printers including the Bambu A1 and the Creality K1C base configuration — swap it before printing CF.
CF Filament Comparison: Which Base Polymer to Pick
| Filament | Base Polymer | Print Temp | HDT | Stiffness vs Base | Price/kg (2026) |
|---|---|---|---|---|---|
| PLA-CF | PLA | 210–230 °C | 62 °C | +30% | $30–40 |
| PETG-CF | PETG | 250–270 °C | 78 °C | +40% | $35–45 |
| PA-CF (Nylon CF) | Nylon (PA-12) | 270–290 °C | 140 °C | +200% | $60–90 |
| PC-CF | Polycarbonate | 290–310 °C | 130 °C | +150% | $70–110 |
| PA-GF (Glass Fiber) | Nylon | 270–290 °C | 120 °C | +150% | $50–70 |
For decorative/cosmetic parts where the carbon fiber pattern is the point, PLA-CF is the right choice — easy to print, modest price, looks like real carbon fiber. For functional indoor parts, PETG-CF strikes a good balance of stiffness, heat resistance, and printability. For functional engineering parts that see real load and heat, PA-CF is the right answer if your printer can hit 290 °C. PC-CF is the top tier for the most demanding work but requires a 310 °C-capable hot end, which most consumer printers lack. PA-GF (glass fiber) is a cheaper alternative to PA-CF for printers without ruby nozzles — glass fibers are less abrasive than carbon fibers.
Moisture: PA-CF Demands Active Drying
Nylon-based CF filaments — PA-CF and PA-GF — are extremely hygroscopic. Out of a sealed bag, they print perfectly. Within 24 hours of opening, surface quality degrades visibly. Within 48 hours of room-humidity exposure, the filament prints with steam pops, voids, and zero strength. The fix is mandatory: PA-CF must dry at 80 °C for 8–12 hours before every print after the first one, and ideally print directly from a heated dry box.
Bambu’s AMS HT (high-temperature variant), Polymaker’s PolyDryer, and the Sovol SH02 with high-temp mode all handle PA-CF drying — any high-temperature filament dryer that reaches 80 °C works. The Sunlu S2 maxes out at 70 °C, which is borderline for PA-CF — it works but takes 12+ hours instead of 8. Print directly from the dry box if possible by feeding the filament from inside the dryer through the printer’s filament guide. Our drying guide covers the full procedure for nylon-based filaments and the temperature/time tables for each material.
Print Settings for CF Filaments
CF filaments need slightly different settings than their base polymers. Higher print temperatures help the molten plastic flow around the chopped fibers; slower print speeds give time for fiber alignment; and a slightly larger nozzle (0.6 mm instead of 0.4 mm) prevents fiber clumping in the nozzle aperture. The settings below are working profiles tested across Bambu X1C, Prusa MK4S, and Voron 2.4 in 2026.
For PLA-CF: 220 °C nozzle, 60 °C bed, 50 mm/s, 0.6 mm hardened steel nozzle, 0.2 mm layer height. For PETG-CF: 260 °C nozzle, 80 °C bed, 40 mm/s, 0.6 mm hardened steel, 0.2 mm layer. For PA-CF: 280 °C nozzle, 90 °C bed, 30 mm/s, 0.6 mm hardened steel or ruby, 0.2 mm layer, chamber heated to 50 °C. For PC-CF: 300 °C nozzle, 110 °C bed, 30 mm/s, 0.6 mm ruby nozzle, 0.2 mm layer, chamber heated to 60 °C. The chamber heating requirement for PA-CF and PC-CF rules out open printers; an enclosed printer is mandatory for these materials.

Layer Adhesion and Anisotropic Strength
The downside of fiber alignment along the print direction is anisotropic strength — parts are 2–3x stronger in the print plane than across layer lines. A PA-CF bracket printed flat is dramatically stiffer than the same bracket printed standing on edge. Part orientation matters more for CF than for any standard filament, and slicer choices about wall count and infill direction affect the final mechanical result.
For maximum strength, orient the part so loads run along the layer plane (parallel to the build plate), not perpendicular to it. Use 4–6 perimeter walls instead of the typical 2–3 — fiber alignment in walls produces the highest strength. For impact-loaded parts, use 30–40% infill with a gyroid pattern; the curved infill paths distribute fiber alignment in three dimensions and improve impact resistance. The slicer-side of these decisions is covered in our infill pattern guide and OrcaSlicer setup tutorial.
What I Actually Print in Carbon Fiber
The CF marketing leans hard on drone frames and supercar trim, but most of what comes off my bench in carbon fiber is duller and more useful than that. The parts where CF genuinely earns its premium on my workshop bench fall into a short list: fixtures and jigs that must stay dimensionally honest (a drilling guide that flexes is a drilling guide that drifts — PA-CF holds its geometry where PETG creeps), brackets that carry real load near heat like motor mounts and enclosure structure, and tooling I reuse hundreds of times where the stiffness keeps tolerances repeatable. For those, the cost-per-part is irrelevant next to the time a sloppy fixture wastes.
Where I’ve learned not to reach for it: anything that takes a sharp impact across the layer lines. CF is stiff, not tough — it resists bending but it can be more brittle than the base polymer at the layer boundary, so a part that gets dropped or shock-loaded is often better in plain PETG or a tough PLA than in PLA-CF. I found that out the expensive way printing a tool holder in PLA-CF that snapped clean on the first knock; the same part in PETG bent and survived. Match the failure mode to the material, not the marketing.
The stiffness-vs-strength misconception
This trips up almost everyone, so it’s worth stating plainly: carbon fiber filament makes parts stiffer, not necessarily stronger. Stiffness is resistance to bending under load; tensile strength is resistance to actually breaking. CF dramatically raises the first — a PA-CF part barely deflects where plain nylon would flex visibly — but the tensile gains are far more modest (often 15–40%), and at the layer interface CF can be weaker than the unfilled polymer. So if your part’s job is to not flex (a fixture, a bracket, a frame), CF is exactly right. If its job is to absorb a yank or a drop without cracking, you may want a tough unfilled material instead, or CF with the load deliberately oriented along the print plane. The specialty filament guide covers where each reinforced material actually wins.
Cosmetic vs Functional CF: When It’s Worth It
For cosmetic prints — visible carbon fiber pattern, looks like real CF, not load-bearing — PLA-CF at $35/kg delivers the look without the price. The fiber-aligned matte finish is the appeal, and PLA-CF prints almost as easily as standard PLA on a hardened steel nozzle. Use it for phone stands, drone shells, RC car bodies, and anywhere the appearance is the goal.
For functional prints, the cost-per-strength calculation matters. A PA-CF bracket at $80/kg costs roughly 4x a PETG bracket at $20/kg, but delivers 5x the stiffness and 2x the heat resistance. For engineering prototypes, drone arms, robot frames, and end-use parts, the price is justified. For decorative work, it is not. The clearest tell: if the same part in standard PETG would work mechanically, you do not need PA-CF. Our filament hub guide covers the decision tree across all materials.

Frequently Asked Questions
Do I need a hardened steel nozzle for carbon fiber filament?
Yes. Brass nozzles wear from a 0.4 mm aperture to 0.6 mm in 50–100 hours of CF printing. Use hardened steel ($5–15) for occasional work or ruby-tipped ($80–150) for production volume. Brass is not optional for CF.
Is carbon fiber filament stronger than regular plastic?
Stiffer, yes — 30% more for PLA-CF over PLA, up to 200% more for PA-CF over PA. Tensile strength gains are smaller (15–40%). The biggest benefit is dimensional stability and reduced warping under load.
Can I print PLA-CF on any 3D printer?
Any printer with a hardened steel nozzle works. PLA-CF prints at 220 °C and 60 °C bed — the same range as standard PLA. The Bambu A1, Prusa MK4S, and Creality K1C all handle PLA-CF after a $5 nozzle swap.
Why does my carbon fiber filament keep clogging?
Either wet filament (especially PA-CF) or a brass nozzle worn out of spec. PA-CF needs 80 °C drying for 8 hours before every print. Brass nozzles drift from 0.4 mm to 0.6 mm and must be replaced.
Is PLA-CF as strong as PA-CF?
No, not even close. PLA-CF is 30% stiffer than PLA but loses strength above 60 °C. PA-CF is 3x stiffer than nylon and holds strength up to 140 °C. PA-CF costs more and demands a 290 °C-capable printer with active drying.
Does carbon fiber filament look like real carbon fiber?
Yes, the matte black finish with visible fiber alignment closely resembles woven carbon fiber sheets. PLA-CF and PETG-CF produce the most visually convincing carbon fiber appearance for cosmetic parts.
Do I need an enclosure for carbon fiber filament?
For PLA-CF and PETG-CF, no — they print fine on open printers. For PA-CF and PC-CF, yes — both materials warp without 50–60 °C chamber temperature. Use the Bambu X1C, Prusa MK4S enclosed kit, or QIDI X-Plus 3 for these materials.