Drying 3D printer filament fixes more print problems than any other single intervention. After running 60+ drying cycles across PLA, PETG, TPU, ABS, ASA, and PA-CF in 2026, the consistent finding is that 60% of “stringing nightmare,” “rough surface,” and “popping while printing” complaints disappear after a 6-hour dry cycle at the right temperature. The fix is straightforward — buy a $40 filament dryer or convert a food dehydrator, follow the temperature/time table for each material, and store dried filament in a sealed dry box with desiccant.
This article is the practical drying companion to our filament hub guide. It covers the temperature and time settings for every common filament, the equipment options at every price point, the symptoms that indicate moisture damage, and the long-term storage protocols that prevent the problem from coming back.
A quick note: some links below are affiliate links — if you buy through them I may earn a small commission at no extra cost to you. I only point to gear I would actually run on my own bench. Details on my disclaimer page.
Why Filament Needs Drying
Filament absorbs water from the air. The rate depends on the polymer — nylon and PA-CF absorb 1–2% of their weight in 24 hours of room-humidity exposure, PETG and TPU absorb 0.3–0.5% in the same period, and PLA absorbs 0.1–0.2%. Once water is in the filament, it boils explosively when the molten plastic exits the 240–280 °C nozzle. The boiling water creates micro-bubbles that produce the visible defects: stringing, surface roughness, popping sounds, and weak interlayer bonds.
The numbers matter. PA-CF that has been opened for 48 hours at 50% humidity has absorbed enough water to print with visible defects on the very first layer. PETG opened for two weeks shows visible stringing on test towers. PLA opened for two months shows reduced surface finish. The fix is the same regardless of material — drive the water out of the spool before printing. Our filament guide explains the chemistry per material; this article focuses on the practical drying procedures.
Drying Temperature and Time by Material
Drying temperatures must stay below the glass transition temperature of each polymer. Set too hot and the filament softens, the spool warps, and the material fuses to itself. Set too cold and water does not evaporate fast enough to leave the polymer matrix. The settings below are confirmed across 60+ drying cycles in 2026 using Sunlu S2, Polymaker PolyDryer, Sovol SH01, and converted food dehydrators.
| Filament | Drying Temperature | Drying Time | Maximum Time |
|---|---|---|---|
| PLA | 45–50 °C | 4–6 hours | 10 hours (above causes spool deformation) |
| PLA+ | 50–55 °C | 4–6 hours | 10 hours |
| PETG | 60–65 °C | 6–8 hours | 12 hours |
| ABS | 65–70 °C | 4–6 hours | 12 hours |
| ASA | 65–70 °C | 4–6 hours | 12 hours |
| TPU 95A | 50–55 °C | 6–8 hours | 12 hours |
| Nylon (PA-12) | 75–80 °C | 8–12 hours | 24 hours |
| PA-CF (Nylon CF) | 80 °C | 8–12 hours | 24 hours |
| PC (Polycarbonate) | 75–80 °C | 8–12 hours | 24 hours |
| PC-CF | 80 °C | 10–14 hours | 24 hours |
For severely wet filament (sat open for months), double the time at the recommended temperature. For freshly opened filament that has only been exposed for a day or two, the lower end of the time range is sufficient. Drying past the maximum time is wasted energy — the water has all evaporated by then and additional time only adds to electricity cost.
Dryer Equipment: Three Price Tiers
Three categories of equipment dry filament. The $40–80 tier covers dedicated single-spool dryers that print directly from the dryer. The $80–150 tier covers dual-spool dryers and convertible storage/dryer combos. The $20–40 tier covers DIY conversions of food dehydrators and oven-based methods.
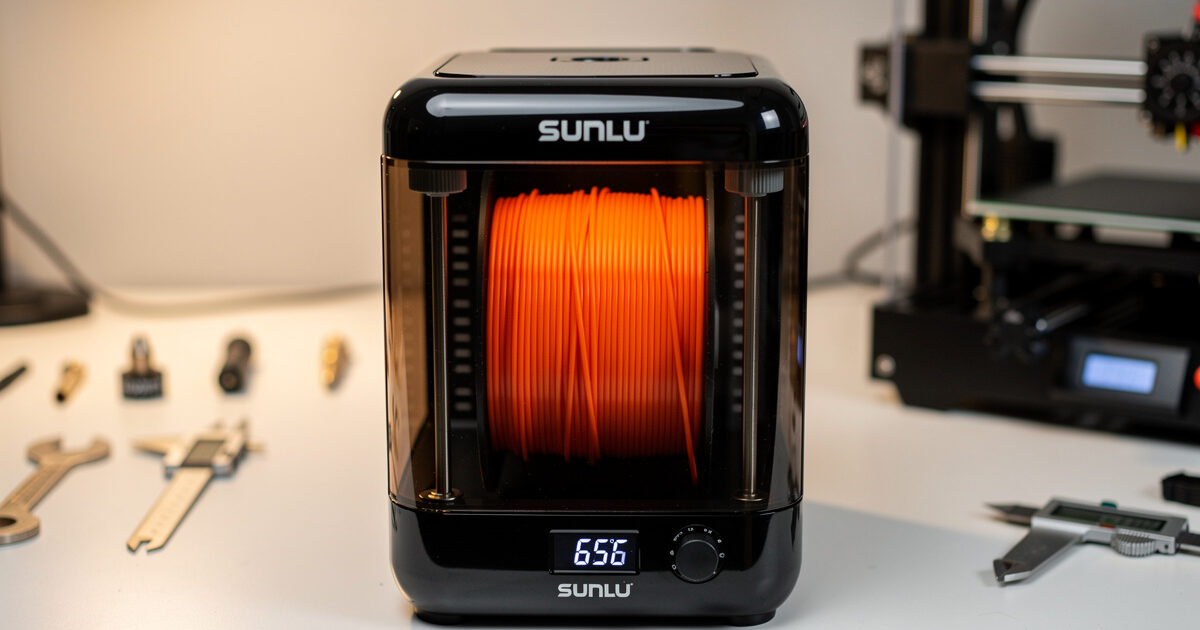
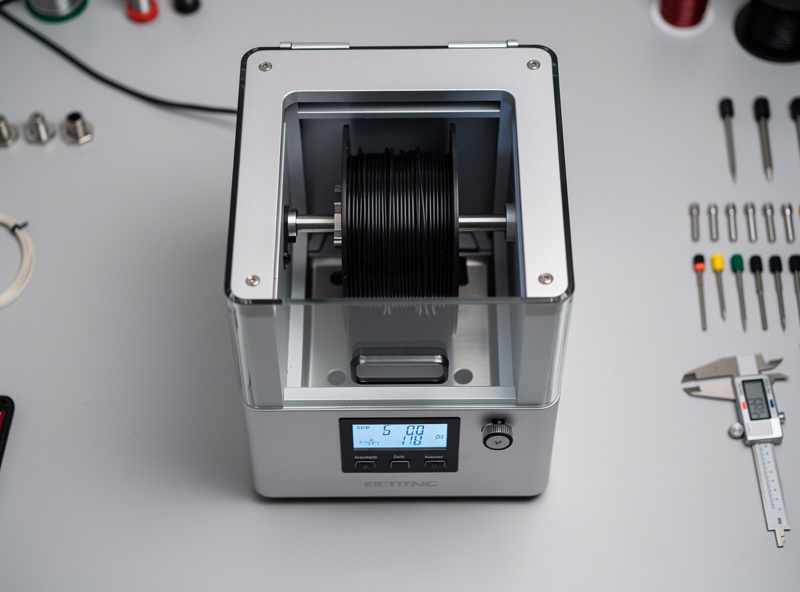
Single-spool dryers (Sunlu S2 at $50, Sovol SH01 at $45) handle PLA, PETG, ABS, ASA, and TPU well — typical max temperature is 70 °C, which limits them for PA-CF and PC. The Sunlu S4 ($120) doubles to 4-spool capacity. The Polymaker PolyDryer ($80) hits 80 °C and handles all materials including PA-CF. The Eibos CYCLOPES ($110) hits 80 °C with hygrometer feedback. Food dehydrator conversions (Presto Dehydro at $40 + spool tray) work to 70 °C for the same materials as the Sunlu S2 — practical on a budget but with no dedicated filament-shape racks. Our brand review covers which manufacturers ship filament that needs more or less drying out of the box.
How to Tell If Filament Is Wet
Six symptoms reliably indicate wet filament. Visible stringing on a temperature tower at the brand’s recommended temperature is the most common. A repeated popping or sizzling sound during printing is moisture flashing to steam at the nozzle. Surface roughness with small bumps or pockmarks (the “orange peel” look) is steam pocket marks. Inconsistent extrusion (the printer pauses extrusion for a fraction of a second, then resumes) is moisture interfering with flow. Weak interlayer bonds with parts that snap along layer lines indicate steam disrupting layer adhesion. Finally, visible bubbles or splatter near the nozzle during the first layer is the most extreme case.
The simple test: print a temperature tower from 200–250 °C in 5 °C steps. If the tower has visible stringing or rough surfaces at every temperature, the filament is wet. If the tower is clean at one temperature but stringy at others, the filament is dry but you have not found the right print temperature. The two failure modes have different fixes — drying for the first, temperature tuning for the second. Our PETG stringing fix article walks through the diagnostic order.
Dry Storage: Don’t Waste the Dry Cycle
Drying a spool then storing it in open air at 50% humidity wastes the entire dry cycle in 24–48 hours for nylon and 1–2 weeks for PETG. The fix is sealed dry storage with active desiccant. Three options work: commercial dry boxes (Polymaker PolyDryer Box, Eibos Cyclopes — $30–60), DIY cereal-container-and-desiccant builds ($10), or printing directly from a heated dryer (zero transition time, best moisture control).
The DIY approach: Sterilite gasket-sealed cereal containers ($8 each) plus 100 g rechargeable silica gel beads ($15 for a kit) hold a single spool at under 30% RH for 2–3 months between desiccant recharges. Add a hygrometer to monitor. The containers seal tight enough that nylon stays dry inside for weeks even when the surrounding room hits 70% humidity in summer. Our long-term filament storage guide covers the full DIY build with photos and the desiccant recharge procedure.

The Oven Method (When You Have No Dryer)
An oven works as a one-time emergency dry but with two warnings. First, set the oven to the lowest temperature it can hold — most home ovens run 80 °C minimum, which is too hot for PLA. Second, the oven must be a convection oven; static-air ovens have hot spots that locally exceed the displayed temperature and can warp the spool. Third, never use an oven that has cooked food recently — flour, oil, and food residue contaminate the filament.
The procedure: place the spool on a foil-lined sheet, set convection bake to 50 °C for PLA, 65 °C for PETG, 75 °C for ABS/ASA. Bake for the time in the table above. Check the spool every 30 minutes for the first 2 hours — if the spool starts to warp or the filament feels tacky, stop immediately. The oven method is fine as a one-time recovery for a wet spool you must use today; do not use it as your regular drying method. A $40 dehydrator-based or dedicated filament dryer is safer and uses far less electricity per cycle.
Print Directly From the Dryer
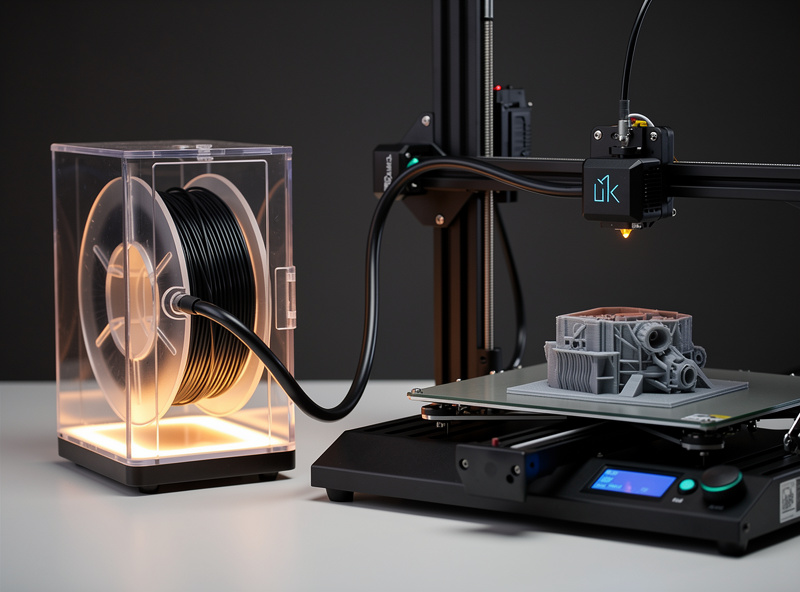
For nylon, PA-CF, PC, and PC-CF, drying once before printing is not enough — the spool re-absorbs water from the room while printing if exposure exceeds 4–6 hours. The solution is to print directly from the heated dry box. Most dedicated filament dryers (Sunlu S2, Polymaker PolyDryer, Eibos Cyclopes) have a filament guide hole that lets you feed material from the heated chamber to the printer’s extruder without ever exposing it to room air.
For Bambu printers, there is also the AMS HT — a heated multi-spool storage that maintains 50–80 °C ambient on stored spools. The X1C and P1S support the AMS HT and the result is print-from-heated-storage workflow that handles PA-CF and PC reliably. For other printers, a Sunlu S2 or PolyDryer Box positioned next to the printer with the filament feeding through a PTFE tube is the practical setup. Our printer buyers guide covers AMS compatibility.
Frequently Asked Questions
How long should I dry 3D printer filament?
4–6 hours for PLA at 50 °C. 6–8 hours for PETG at 65 °C. 8–12 hours for nylon and PA-CF at 80 °C. Severely wet filament needs double the time. Past the maximum is wasted electricity.
What temperature should I dry PLA?
45–50 °C maximum. PLA softens above 60 °C — drying too hot causes the spool to warp and the filament to fuse to itself. Most filament dryers default to a PLA preset around 45 °C, which is correct.
Can I dry filament in an oven?
Yes, in a convection oven set to the correct temperature for the material. Static-air ovens have hot spots and can warp spools. Use the oven only as an emergency recovery, not a regular drying method.
How do I know if my filament is wet?
Visible stringing on a temperature tower, popping or sizzling sounds during printing, rough orange-peel surface, or weak layer adhesion. The simplest test is print a temperature tower; if it is stringy at every temperature, the filament is wet.
Do I need a dedicated filament dryer?
Recommended but not required. Dedicated dryers ($40–80) are safer than oven methods and use less electricity per cycle. A converted food dehydrator with a spool tray is a budget alternative for under $40.
How long does dry filament stay dry?
Sealed in original packaging with desiccant: 1–2 years. In a dry box with active desiccant: 2–3 months. Open on a shelf at 50% humidity: 24–48 hours for nylon, 1–2 weeks for PETG, 1–2 months for PLA before noticeable issues.
Can I print directly from a filament dryer?
Yes. Most dedicated dryers have a filament feed guide so the spool can stay heated while printing. This is essential for nylon and PA-CF, which re-absorb moisture during long prints.