A belt printer prints on a moving conveyor with the toolhead tilted to 45 degrees, giving it one axis with no length limit, while a standard 3D printer prints onto a fixed bed inside a boxed build volume. The belt wins for very long parts and unattended batch runs; the standard printer wins for everything tall, detailed, or simple. For most makers, a standard printer is still the right first machine, and a belt is a specialist second tool.
I have run belt machines alongside the conventional printers on my bench, and the honest summary is that a belt printer is not a “better big printer.” It is a different tool that solves a narrow set of problems extremely well and is clumsy at everything else. Knowing which problems those are is the whole decision.
How a Belt Printer Actually Works
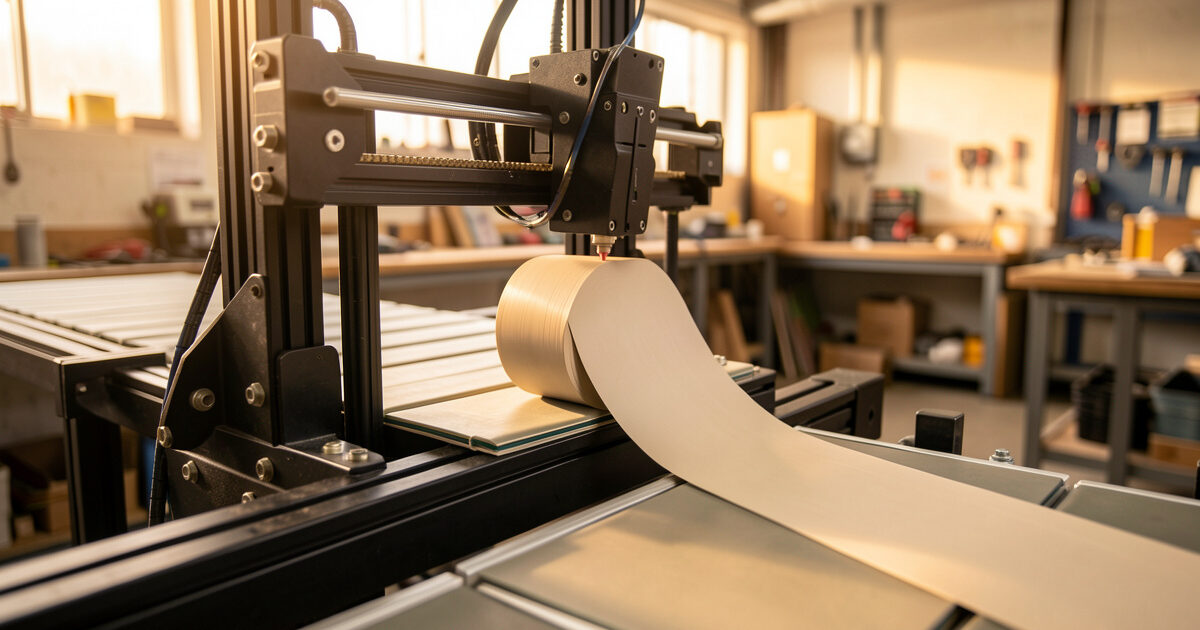
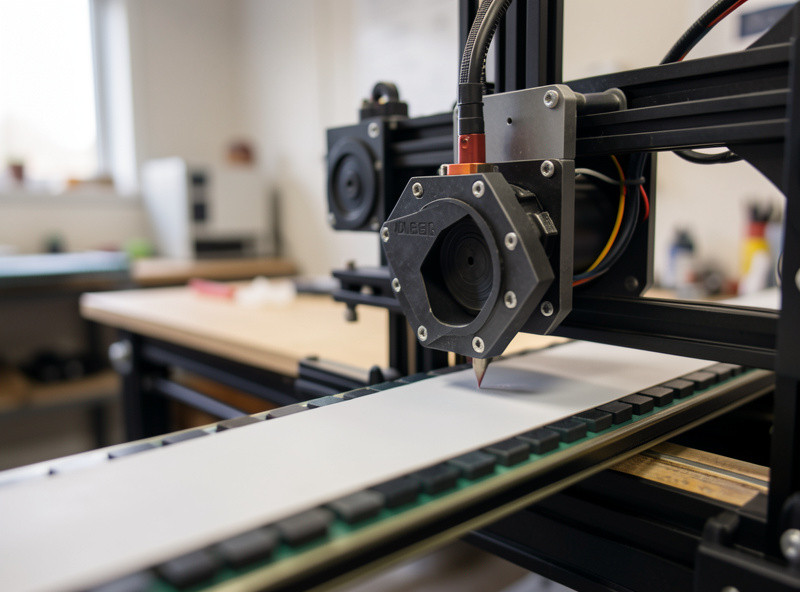
Instead of a glass or PEI plate that stays put, a belt printer uses a conveyor belt as the build surface and angles the entire motion system, usually to 45 degrees relative to the belt. As the print grows, the belt advances and the finished portion rolls off the back. Because the belt can keep advancing forever, the Z axis in the printing sense becomes the belt length, which is effectively unlimited. That is the headline feature: you can print a part two meters long, or chain a queue of small parts that eject themselves one after another.
The 45-degree angle is the price of that trick. Every layer is laid down on a slant, which changes how overhangs, supports, and top surfaces behave compared to a standard flat-bed printer. It also means the slicing workflow is specialized, outside the mainstream tools I cover in the slicer comparison, so there is a real learning curve before your first clean part.
Belt vs Standard: The Head-to-Head
The two machines barely compete, because they are good at opposite things. A standard printer gives you a simple flat first layer, easy detail, and a mature ecosystem. A belt printer gives you length and hands-off batch throughput at the cost of surface quality and simplicity. Here is the comparison that actually drives the choice.
| Factor | Belt printer | Standard printer |
|---|---|---|
| Max part length | Effectively unlimited | Capped by build volume |
| Batch / repeat parts | Excellent, parts self-eject | Manual clearing between jobs |
| Top-surface finish | Stair-stepping from 45° layers | Clean, flat top surfaces |
| Ease of use | Steeper, niche slicing | Mature, beginner-friendly |
| Tall chunky parts | Poor fit | Native strength |
| Software ecosystem | Limited, specialized | Huge, well-supported |
If you read that table and nothing screams “I need unlimited length or self-ejecting batches,” you do not need a belt printer, and a standard machine, possibly a large-format one, is the better buy. The belt only makes sense when its one superpower maps directly onto your work.
Where a Belt Printer Earns Its Place
Two scenarios justify a belt machine. The first is genuinely long parts: trim strips, brackets, channel, cosplay blades, anything that is much longer than it is wide. Nothing else on a hobby budget prints a one-meter part in a single piece without bonding sections. The second is unattended batch production. If you print the same small part fifty or a hundred times, a belt printer can run them as one continuous job where each finished part rolls off and the next begins, so you load filament and walk away. That maps directly onto the batch-production workflow and a small print farm, where throughput per hour of your attention is the whole game.

What a belt printer is not is a substitute for a tall flat-bed machine when you want a big, chunky, detailed single part. For an enclosure, a large panel, or a part with fine top-surface detail, the 45-degree layers and the stair-stepping work against you, and a large-bed standard printer does it better. This is the same “match the tool to the part” logic that runs through the entire large format guide.
The Hidden Costs of the Belt Workflow
The belt itself is a consumable, and that catches people off guard. The conveyor surface wears, stretches, and eventually needs tensioning or replacing, which is maintenance a fixed-plate machine never asks for. Belt tracking, keeping the belt running straight rather than drifting to one side, is a tuning chore of its own, and a belt that wanders mid-print will ruin a long job in a way that has no equivalent on a standard printer. None of this is a dealbreaker, but it is real ongoing effort that the “infinite Z” marketing never mentions.
There is also a first-layer story. On a belt, adhesion happens against a moving, angled surface, so dialing in a reliable first layer is fussier than pressing print on a known-good PEI plate. Once it is tuned it runs, but the tuning is less forgiving and the failure modes are less familiar than the standard-printer problems I document in the broader large format guide. Factor that learning time into the cost. A belt printer rewards a maker who will invest in mastering it and punishes one who expects it to behave like the flat-bed machine they already know.
My Take: Buy the Standard First
If you are choosing your first or only printer, buy a standard machine. It does ninety percent of what most makers need, it is easier to learn, and the ecosystem will not leave you stranded. Add a belt printer later, as a deliberate second tool, once you have a concrete, repeating need for length or batch volume that a standard machine genuinely cannot serve. Buying a belt printer first because it sounds futuristic is the fastest way to own an expensive machine you fight every time you use it. And if your actual problem is one oversized one-off part, the cheapest answer is neither machine, it is to print it in sections on whatever you already own.

Frequently Asked Questions
What is the point of a belt 3D printer?
A belt printer prints on a moving conveyor with a 45-degree toolhead, giving it one axis with no length limit. It can print parts that are effectively unlimited in length and run repeat parts as one continuous self-ejecting batch, which standard printers cannot do.
Is a belt printer better than a normal 3D printer?
Not in general. A belt printer is better only for very long parts and unattended batch runs. For tall chunky parts, fine detail, ease of use, and software support, a standard printer is clearly better, which is why most makers should own a standard machine first.
Why do belt printer parts look stair-stepped?
Because the toolhead prints at a 45-degree angle to the belt, layers are laid on a slant. That geometry leaves visible stair-stepping on top surfaces that a flat-bed printer would render smooth. It is the trade-off for unlimited length.
Can a belt printer replace a large format printer?
Only for long, thin parts. A belt gives unlimited length but a limited cross-section and weaker surface quality, so for big chunky single-piece parts a large-bed standard printer does the job better. They solve different shapes of problem.
Are belt printers hard to use?
They have a steeper learning curve because the slicing workflow is specialized and outside the mainstream tools, and the angled geometry changes how supports and overhangs behave. Expect to invest time before your first clean part compared to a standard machine.