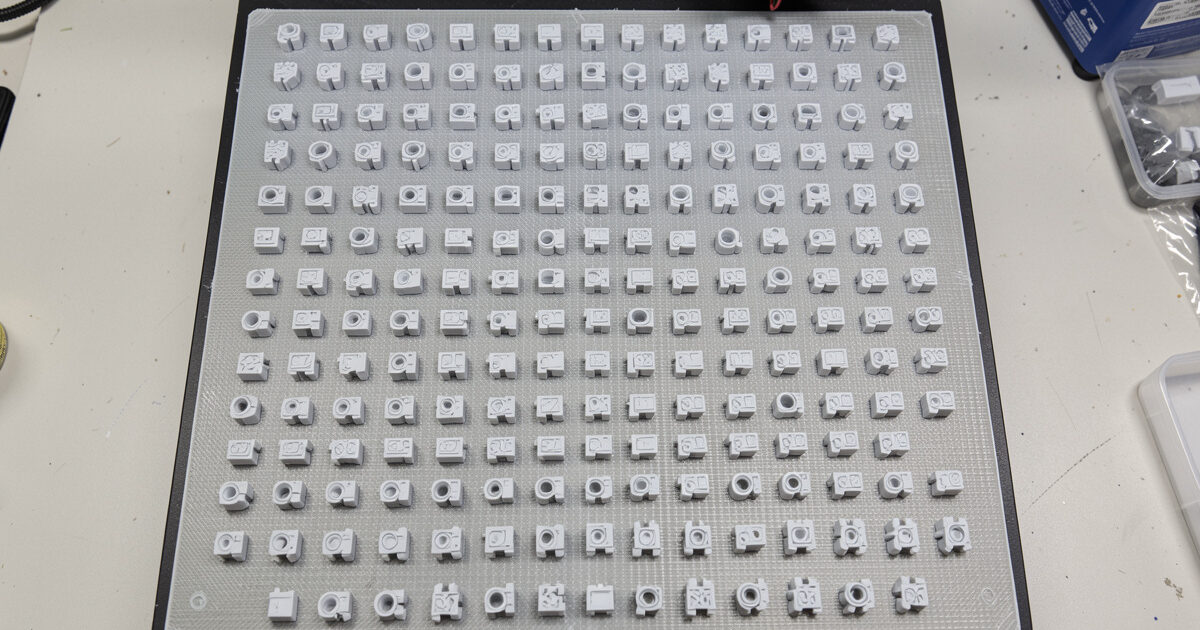
Batch production means getting more finished parts off a printer per hour of your attention — and it works by attacking labour, the most expensive cost in any print, not by buying more machines. Plating ten parts on one bed means one slice, one bed prep and one round of handling shared across all ten, so per-unit labour can drop by 70–80% even though material cost per part stays identical. Master this on a single printer before you ever think about a second.
This is the skill that turns a printer that breaks even on one-off sales into one that clears real margin in volume. I run production batches of functional parts the same way every time, and the throughput gains come from method, not from spending money. Here is how I plate, profile and schedule batches for the most parts per hour of effort. It is the production engine behind the 3D printing business guide and the lever that makes my pricing math work.
Full-Bed Plating vs Sequential Printing
There are two ways to batch on one printer, and they suit different parts. Full-bed plating arranges many copies across the bed and prints them all simultaneously, layer by layer — fast and efficient, but one catastrophic failure (a knocked-loose part causing a collision) can ruin the whole plate. Sequential or one-by-one printing completes each part fully before starting the next, using the printer’s ability to print objects in series; it isolates failures to a single part but is slower and limited by the gantry clearance around each finished piece.
For small, reliable parts I plate the full bed, because the failure risk is low and the time saving is large. For taller or finicky parts where a single failure mid-plate would waste hours, sequential printing protects the batch. The decision is a risk calculation: how likely is a failure, and how much does one failure cost the whole run? On a well-tuned machine with a dialled-in first layer, full-bed plating wins most of the time.
| Method | Speed | Failure risk | Best for |
|---|---|---|---|
| Full-bed plating | Fastest per part | One fail can ruin the plate | Small, reliable, low-profile parts |
| Sequential (one-by-one) | Slower | Isolated to one part | Tall or failure-prone parts |
| Multiple machines | Highest total | Spread across machines | Proven demand, a print farm |
Arranging the Plate for Maximum Yield
How you arrange parts on the bed decides how many you get per run and how cleanly they come off. Modern slicers can auto-arrange a plate, but a little manual thought beats the automatic layout. Leave enough gap between parts that they do not fuse or that a slight warp on one does not touch its neighbour, but no more than necessary — wasted bed space is wasted throughput. Orient parts for strength and for minimal supports at the same time, because support removal is pure labour that batching multiplies.
Orientation is where design and production meet. A part oriented to print without supports saves cleanup time on every single copy, so across a batch of forty the saving is enormous. I design sellable parts specifically to plate flat and print support-free, applying the same orientation thinking that gives a part its strength. Getting the infill and orientation right once pays off on every unit in every future batch.
Standardise Profiles and Materials
The hidden efficiency in batch work is standardisation. When every batch uses the same nozzle size, the same handful of tuned slicer profiles and the same two or three filament types, you stop re-tuning and start running. A proven profile for each material means you load a plate, select the profile, and trust the result — no test prints, no surprises. This is also what lets a job move from one printer to another in a farm later, so building the discipline now pays off twice.
Material choice for batches leans toward reliability over novelty. PLA and PETG plate well and print predictably for long unattended runs; exotic or fussy filaments raise the failure risk that batching amplifies. Dry filament matters more in batch work because a single moisture-related failure can take out a whole plate — I keep production filament in a dry box and only run materials I trust for long jobs. The cheapest way to protect a batch is consistent, dry filament and a profile you have already proven.
Unattended and Overnight Runs
Real throughput comes from the printer working while you do not. A long batch that runs overnight turns eight idle hours into finished inventory, which is the whole economic point of batching. That only works safely with the right precautions: thermal-runaway protection enabled, a first layer you trust completely, and ideally a camera so you can check progress remotely. The first layer is everything here — the vast majority of batch failures happen in the first few layers, so a flawless start usually means a flawless finish.
Reliability is the foundation of unattended batching, and reliability comes from maintenance. A printer that is going to run a forty-part plate overnight needs a clean nozzle, a level bed, fresh adhesion and belts in tension before it starts. I run my pre-batch checklist on the Prusa MK4S the same way every time, drawing on the same maintenance routine that keeps failure rates low. A five-minute check before a long run is far cheaper than waking up to a failed plate and eight wasted hours.

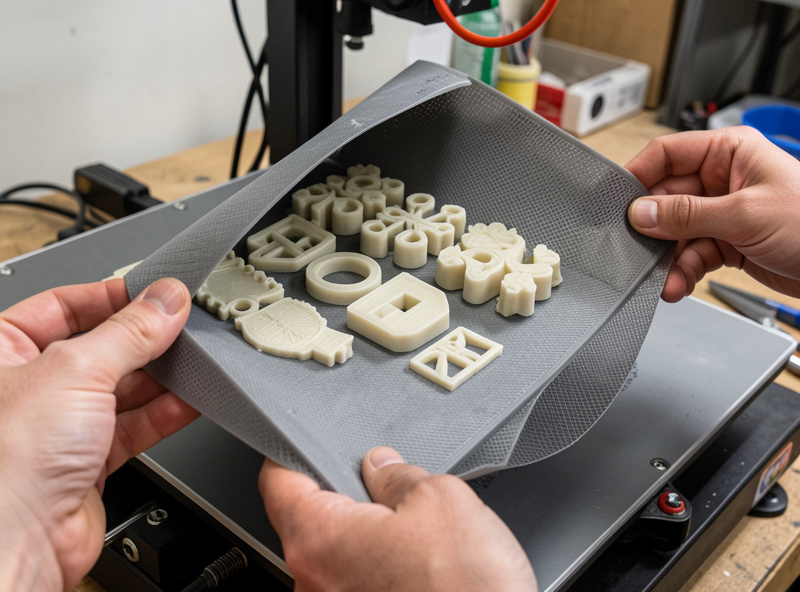
Removing and Handling a Finished Batch
The last efficiency is in how you handle parts after they print. A flexible build plate that lets you pop forty parts off in one flex beats prising each one free, and it protects both the parts and the bed. Set up a simple post-processing line: remove the plate, release all parts, do any support removal in one sitting, and inspect as you go rather than part by part across the day. Batching the finishing work is as important as batching the printing, because handling is the labour you are trying to minimise.
Quality control still has to happen on every unit, because one bad part in a batch becomes one bad review. I check dimensions on a sample and inspect every part for the failure modes I know each design is prone to. The goal is a repeatable process where a batch comes off the bed, through finishing and into packed inventory with the least possible touch time per part — that repeatability is what separates a production workflow from a hobby that happens to print a lot.
The Throughput Math Worth Doing Once
It is worth running the numbers on a real batch, because the saving is larger than most makers expect. Printing a single part one-up might take five minutes to slice and set up, two hands-off print hours, and ten minutes of removal and finishing — call it fifteen minutes of your time per part. Plate twenty of the same part and the slicing and bed prep are still done once, the print runs unattended, and only the removal and finishing scale. The fifteen minutes of touch time per unit collapses toward three or four, because the expensive setup labour is now divided across twenty parts instead of one.
That is the whole game. Your time is the costliest line in any print, so anything that spreads a fixed slice of labour across more units drops the real cost per part dramatically. A product that barely breaks even as a one-off can carry a healthy margin in batches of twenty or forty, which is exactly why I plan sellable designs around plating well rather than printing impressively. Run that calculation on your own products before you set prices, and you will often find the batch version is the only version that makes financial sense.
Where Batch Runs Go Wrong
The failures that hurt most in batching are the ones that take out a whole plate, so they are worth designing against. A part that breaks loose mid-print can wreck every part around it on a full-bed plate, which is why first-layer adhesion and a clean bed matter more in batch work than anywhere else. Moisture-related failures are the other plate-killer: a damp spool that strings and under-extrudes ruins forty parts as easily as one, so production filament lives in a dry box and only proven, dry material goes into a long run. Treat every long batch as worth a two-minute pre-flight check, because the downside of skipping it is measured in hours, not minutes.
Keep Building
Batch production is the bridge between a printer that pays for itself and one that pays you. Once you can run reliable, support-free plates overnight and finish them in one efficient pass, the next questions are what to make and how to scale. Start with the full business guide for the whole picture, choose high-margin products from the best things to print and sell, shoot them well with clean product photos, make sure your pricing captures the labour you just saved, and when one bed genuinely cannot keep up, move on to setting up a small print farm. Throughput on one machine first, more machines second — always in that order.