The best 3D printer hotend for most people is an all-metal, bimetal-heatbreak design with a hardened nozzle — it prints every common material from PLA to PA-CF without heat creep, where a stock PTFE-lined brass hotend caps out around 240°C and wears within a couple hundred grams of abrasive filament. For speed, a high-flow hotend that pushes 24–50mm³/s is the only upgrade that makes a fast printer actually fast.
A hotend is the part that decides which materials you can run, how fast you can run them, and how long your nozzle survives — and it’s one of the upgrades I weigh most carefully in the 3D printer upgrades guide. After years of swapping nozzles and heatbreaks across my bench, here’s how I’d actually spend the money, and the three components that matter more than the brand badge.
The Three Parts That Actually Matter
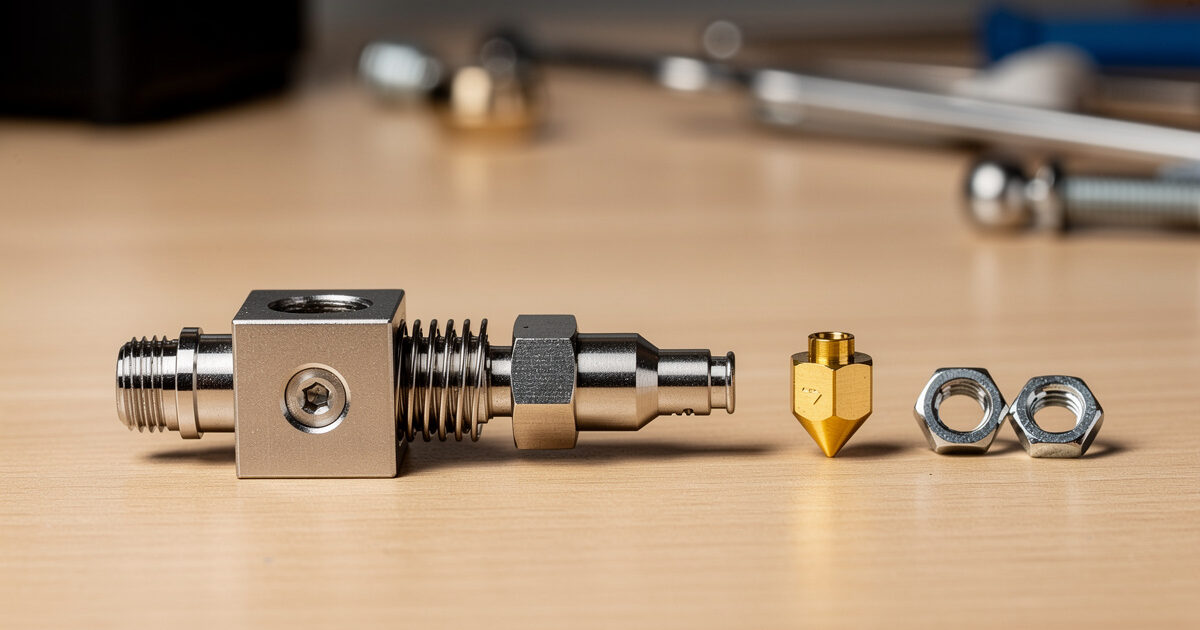
A hotend is really three components, and people fixate on the wrong one. The heatbreak controls heat creep — a bimetal heatbreak (a titanium or steel section bonded to copper) keeps the cold side cold so filament doesn’t soften early and clog, which is the single biggest reliability difference between a good hotend and a frustrating one. The nozzle sets abrasion resistance and partly sets flow. The heater and melt zone set how fast you can actually push plastic.
Get the heatbreak right and most “random clog” problems disappear. An all-metal bimetal hotend runs PLA, PETG, ABS, ASA, PC-blends, and carbon-fiber composites without the PTFE liner that degrades above 240°C and off-gasses. The only real downside of all-metal is that it’s slightly less forgiving with PLA retraction, which input shaping and a tuned profile solve. If you’re fighting heat-creep clogs, the fix is the heatbreak, not the nozzle — a distinction the failure diagnostic walks through.

Nozzle Material: When Brass Stops Being Enough
Brass is the default nozzle for a reason — it has the best thermal conductivity and prints PLA and PETG beautifully. The moment you touch anything abrasive, though, brass is gone. A 0.4mm brass nozzle wears measurably within roughly 200–300g of carbon-fiber or glow-in-the-dark filament; I’ve watched the bore open up and the prints turn fuzzy. That’s a $0.40 part destroying a $60 spool’s results.
For abrasives, hardened steel is the cheap insurance ($8–12) — it resists wear at a small cost in thermal conductivity, so you nudge temperatures up 5–10°C. Tungsten-carbide and ruby-tipped nozzles cost far more but combine abrasion resistance with near-brass thermal performance, which is what I run for serious carbon-fiber work, detailed in the carbon fiber filament guide. My MK4S runs a hardened nozzle full-time precisely because I never want to think about whether the next spool is abrasive. The rule is simple: any filament with “CF,” “GF,” glow, or metal-fill in the name means hardened or harder, no exceptions.

High-Flow Hotends: The Only Real Speed Upgrade
Your printer’s headline speed number is a lie if the hotend can’t melt plastic fast enough to feed it. Volumetric flow — measured in mm³/s — is the true ceiling. A stock V6-class hotend tops out around 11–15mm³/s; a high-flow hotend like a Phaetus Rapido or Dragon, or a Bambu/Creality high-flow unit, pushes 24–50mm³/s by lengthening the melt zone and improving heat transfer.
The cheapest way to raise flow on an existing hotend is a CHT-style nozzle, which splits the filament into multiple streams for more surface contact and can lift flow 30–50% for under $15. That’s the upgrade I reach for first when a machine is acceleration-limited but the hotend is the bottleneck. There’s no point running 500mm/s travel and 20,000mm/s² acceleration — the territory you unlock with input shaping — if your melt rate strangles the actual extrusion. Match the hotend’s flow to the speed you actually want, and ignore the marketing mm/s entirely.
3D Printer Hotend Types Compared
Here’s how the main hotend classes compare on the factors that decide which one belongs on your machine.
| Hotend Type | Max Temp | Typical Flow | Abrasive-Ready | Best For |
|---|---|---|---|---|
| Stock PTFE-lined brass | ~240°C | 10–15mm³/s | No | PLA, PETG only |
| All-metal V6-class | ~290°C | 11–15mm³/s | With hardened nozzle | All-round materials |
| Bimetal all-metal (Dragon/Mosquito) | ~300°C+ | 15–24mm³/s | With hardened nozzle | Low heat creep, reliability |
| High-flow (Rapido HF) | ~300°C+ | 30–50mm³/s | With hardened nozzle | Fast printing |
| Quick-change (E3D Revo) | ~290°C | 15–25mm³/s | Hardened nozzle option | Frequent nozzle swaps |
| Volcano (long melt) | ~290°C | ~25–40mm³/s | With hardened nozzle | Large-nozzle, thick layers |
Quick-Change Hotends Are Worth It If You Swap Often
If you change nozzle sizes regularly — a 0.2mm for detail, a 0.6mm for speed, a hardened 0.4mm for CF — a quick-change system like the E3D Revo pays for itself in saved frustration. The whole nozzle-and-heatbreak swaps tool-free in under a minute, cold, with no hot-tightening and no leaks from a half-seated nozzle. It’s what I run on my MK4S because I move between materials constantly.
The trade is cost: Revo nozzles are pricier than bare brass tips, and the system locks you into its own nozzle range. For a single-material workhorse that never changes nozzles, a standard hotend with an occasional hot-tightened nozzle swap is cheaper. But if you’re the kind of maker who prints functional parts in five materials a week — which is most of what comes off my bench — the quick-change convenience is genuinely worth paying for. The hotend choice should follow how you actually print, the same logic I apply across the whole upgrade order.
Which Hotend I’d Buy
For most people, an all-metal bimetal hotend with a hardened nozzle is the right answer — it removes the material ceiling and the heat-creep clogs in one move. Add a high-flow hotend or a CHT nozzle only if you’ve confirmed the melt rate, not the motion system, is your speed limit. Skip exotic ceramic-heater hotends unless you’re chasing the absolute top of the speed envelope; the reliability gain over a good bimetal unit is marginal for most printing.
Whatever you install, pair it with a tuned direct-drive setup — covered in direct drive vs Bowden — and the right material, and you’ve removed the two things that most limit what a printer can do. If your machine is older and you’re weighing a full hotend rebuild against starting fresh, the math in my 2026 buyer’s guide and the Prusa MK4S review shows where a new machine becomes the smarter spend.
A quick note: some links below are affiliate links — if you buy through them I may earn a small commission at no extra cost to you. I only point to gear I would actually run on my own bench. Details on my disclaimer page.
The hotend gear I actually reach for: a hardened steel nozzle before any abrasive spool, a high-flow hotend when melt rate is the bottleneck, a CHT-style nozzle for a cheap flow boost, and a bimetal heatbreak to kill heat-creep clogs.
Frequently Asked Questions
What is the best 3D printer hotend?
For most people, an all-metal hotend with a bimetal heatbreak and a hardened nozzle. It prints every common material from PLA to PA-CF without heat creep or the 240C ceiling of a PTFE-lined brass hotend, and resists abrasive filament wear.
Do I need an all-metal hotend?
You need one for ABS, ASA, polycarbonate, nylon, and carbon-fiber composites, which run above the 240C limit of a PTFE-lined hotend. If you only print PLA and PETG, a stock hotend is fine, though all-metal still adds reliability.
When should I switch to a hardened nozzle?
Before printing any abrasive filament, meaning anything with CF, GF, glow, or metal-fill in the name. A brass nozzle wears out within roughly 200-300 grams of carbon fiber, opening the bore and ruining surface quality.
What hotend gives the fastest printing?
A high-flow hotend such as a Phaetus Rapido or a Bambu high-flow unit, pushing 24-50mm cubed per second. A CHT-style nozzle is the cheapest path, raising flow 30-50% for under 15 dollars by splitting the filament into multiple streams.
What does a bimetal heatbreak do?
It bonds a low-conductivity titanium or steel section to a copper section so the cold side stays cold. That sharp thermal transition stops filament from softening early in the heatbreak, which is the main cause of heat-creep clogs.
Are quick-change hotends like the E3D Revo worth it?
Yes if you swap nozzle sizes often. Revo nozzles change tool-free and cold in under a minute with no leaks. If you run one nozzle on a single-material machine, a standard hotend is cheaper and works just as well.