The core trade between direct drive and Bowden is mass versus retraction control: a direct-drive extruder sits on the toolhead with a 30–50mm filament path for short retractions and flawless flexibles, while a Bowden setup moves the motor to the frame for a lighter, faster-accelerating toolhead at the cost of 5–7mm retractions and stringing. On my bench, direct drive wins for materials and Bowden wins for raw lightness.
Every printer I run day to day is direct drive now, and that’s not an accident — it’s the configuration that finally made TPU and clean retraction reliable for me. But Bowden isn’t dead, and pretending it is would be dishonest. This is the real trade-off from years of running both, and it’s one of the bigger decisions in the 3D printer upgrades guide because converting from one to the other is real work.
What Each Setup Actually Is
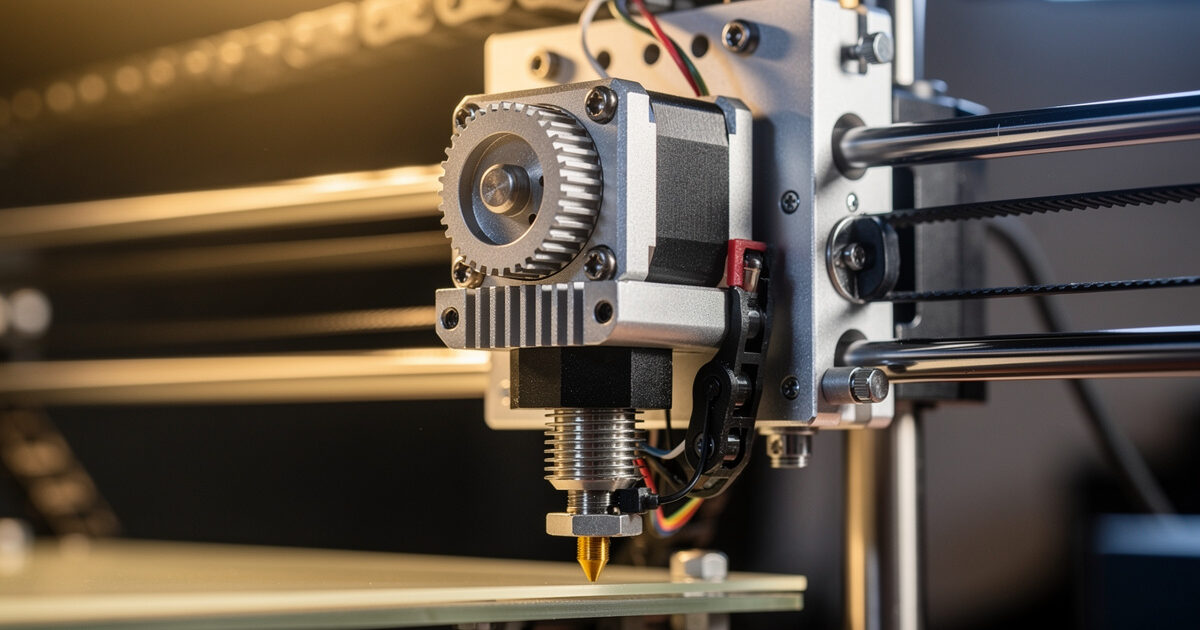
The extruder is the motor and gear that grip and push filament. In a direct-drive setup, that assembly is bolted directly above the hotend, so filament travels only 30–50mm from gear to melt zone. In a Bowden setup, the extruder is mounted on the printer’s frame and pushes filament through a long PTFE tube — typically 400–700mm — to reach the hotend on the moving toolhead.
That single design choice cascades into everything else. The short, rigid path of direct drive gives the extruder precise control over the filament right at the nozzle, which is why retraction can be tiny and flexibles feed without buckling. The long Bowden tube introduces compliance — the filament compresses and the tube flexes — so the extruder has to over-retract to compensate, and soft filament simply coils up inside the tube instead of advancing.

Where Direct Drive Wins
Direct drive’s biggest win is flexible filament. Soft TPU — anything in the 85–95A range — needs the filament gripped right at the nozzle, and a direct setup prints it cleanly where a Bowden chokes. In my test logs, going direct is what dropped my TPU retraction to under 1mm and turned flex printing from a fight into a routine job, which is exactly the profile I share in the TPU settings guide.
The second win is retraction control across every material. With the gear millimeters from the melt zone, retraction distances fall from the 5–7mm a Bowden needs to roughly 0.4–1.5mm, which means less stringing, fewer blobs, and faster travel moves because there’s less filament to pull back and re-prime. Direct drive also handles abrasive carbon-fiber and high-temperature engineering filaments better, since most direct toolheads pair with an all-metal hotend instead of a PTFE-lined one that degrades above 240°C. The cost is honest: a direct toolhead is heavier, and that mass has to be controlled.
Where Bowden Still Makes Sense
A Bowden setup’s advantage is a light toolhead. With the motor’s mass off the moving carriage, the toolhead accelerates and changes direction faster with less ringing, which historically made Bowden the default on speed-focused and delta machines. If you print PLA and PETG at high speed and never touch flexibles, a well-tuned Bowden is genuinely capable and there’s no reason to convert.
Bowden is also simpler and cheaper to maintain — fewer wires on the toolhead, less heat near the motor, and a tube that costs a few dollars to replace. The catch is that the PTFE tube is a consumable: it wears, the ends fray, and a poorly seated tube introduces play that ruins retraction. Genuine tight-tolerance PTFE matters here far more than people expect. The reason modern fast CoreXY machines moved to direct drive anyway is that input shaping solved the mass problem — which changes this whole calculation, as I explain below.
Direct Drive vs Bowden Compared
Here’s how the two configurations compare on the factors that decide which one belongs on your printer.
| Factor | Direct Drive | Bowden |
|---|---|---|
| Filament path length | 30–50mm | 400–700mm |
| Typical retraction | 0.4–1.5mm | 5–7mm |
| Flexible filament (TPU) | Excellent | Poor to fair |
| Toolhead mass | Heavier | Lighter |
| Max clean acceleration | Lower (needs input shaping) | Higher |
| Abrasive / high-temp filament | Better (all-metal hotend) | Limited (PTFE-lined) |
| Maintenance | More toolhead wiring | PTFE tube is a consumable |
| Best for | Flexibles, retraction-heavy, materials | Fast PLA/PETG, deltas |
How Input Shaping Changed the Math
The old argument for Bowden was that a light toolhead prints faster and cleaner. Input shaping erased most of that advantage. By measuring the printer’s resonant frequency and pre-shaping each move, input shaping cancels the ringing that a heavier direct-drive toolhead would otherwise produce — so you get the material and retraction benefits of direct drive without the speed penalty.
That’s why every current high-speed machine — my P1S, the MK4S, the K1C — runs direct drive with input shaping rather than Bowden. The two upgrades are complements: direct drive needs the shaping more because of the added mass, and the shaping makes the direct toolhead fully usable at speed. If you’re converting a printer to direct drive, plan to set up input shaping at the same time; the full process is in input shaping for 3D printing. Skipping it is the mistake that leaves people convinced their direct-drive conversion made prints worse.
Which Should You Run
If you print flexibles, fight chronic stringing, or want to run abrasive and high-temperature materials, convert to direct drive and set up input shaping alongside it. If your machine already runs a light Bowden well, you only print PLA and PETG, and you value simplicity, leave it alone — a tuned Bowden is not the problem people assume it is. Chronic stringing on a Bowden is usually wet filament, not the configuration, which is why I always check drying first in the PETG stringing fix.
For most people upgrading an older machine, direct drive is the path I’d take, because the materials it unlocks are worth the conversion effort and input shaping neutralizes the downside. Pair the decision with the right probe — covered in BLTouch vs CR Touch — and a tuned first layer, and you’ve rebuilt a budget printer into something that handles almost anything. The full upgrade order lives in the upgrades guide.
A quick note: some links below are affiliate links — if you buy through them I may earn a small commission at no extra cost to you. I only point to gear I would actually run on my own bench. Details on my disclaimer page.
If you’re converting, I’d pick up a direct-drive extruder kit matched to your machine, a spool of 95A TPU to test the flex-printing upgrade, and if you’re staying Bowden, genuine Capricorn PTFE tube for the tight tolerance that keeps retraction honest.
Frequently Asked Questions
Is direct drive better than Bowden?
For materials and retraction control, yes. Direct drive prints flexibles cleanly, cuts retraction to under 1.5mm, and handles abrasive and high-temp filament. Bowden keeps a lighter, faster toolhead but needs 5-7mm retractions and struggles with TPU.
Can a Bowden setup print TPU?
Only marginally. Hard TPU around 95A can be coaxed through a Bowden slowly with tight retraction, but soft flexibles buckle and coil inside the long PTFE tube. For reliable TPU printing, direct drive is effectively required.
Why is direct-drive retraction so much shorter?
Because the extruder gear sits only 30-50mm from the melt zone instead of 400-700mm away through a flexible tube. There is almost no compliant filament to compress, so a 0.4-1.5mm pull fully relieves pressure at the nozzle.
Does direct drive cause more ringing?
It can, because the heavier toolhead is harder to accelerate cleanly. Input shaping cancels that ringing by pre-shaping each move around the printer’s resonant frequency, which is why modern direct-drive machines run input shaping as standard.
Is it worth converting Bowden to direct drive?
If you want flexibles, abrasive materials, or shorter retractions, yes. Convert and set up input shaping at the same time. If you only print PLA and PETG fast and value simplicity, a well-tuned Bowden is fine as-is.
Why do Bambu and Prusa use direct drive?
Because input shaping solved the toolhead-mass penalty. Current high-speed machines like the P1S and MK4S pair direct drive with resonance compensation to get clean retraction and broad material support without sacrificing print speed.