What Is 3D Printing and Why Should You Care?
Three-dimensional printing has transformed from a prototyping tool used exclusively by engineers into a technology accessible to hobbyists, educators, entrepreneurs, and homeowners worldwide. At its core, 3D printing (also called additive manufacturing) creates physical objects from digital designs by building them up layer by layer. Unlike traditional subtractive manufacturing where you cut away material from a solid block, 3D printing only uses the material needed for the final object.
The implications of this technology are profound. A machine sitting on your desk can turn digital files into functional parts, artistic sculptures, replacement components for household appliances, or custom jigs for your workshop. You can prototype product ideas overnight, create gifts that cannot be bought in stores, or manufacture items that manufacturers have discontinued. The democratization of manufacturing is no longer theoretical—it is happening in garages, basements, and maker spaces across the globe.
However, entering the world of 3D printing requires understanding the fundamental technologies, their strengths, limitations, and appropriate use cases. This guide explains the three major categories of consumer 3D printing: Fused Deposition Modeling (FDM), Stereolithography (SLA), and the broader category of resin-based printing including MSLA and DLP variants. By the end, you will understand not just how these technologies work, but when to choose each one for your specific projects.
Fused Deposition Modeling (FDM): The Workhorse of Desktop Printing
FDM, sometimes called Fused Filament Fabrication (FFF), represents the most common entry point into 3D printing. This technology extrudes thermoplastic filament through a heated nozzle, depositing it layer by layer onto a build platform. The filament, typically 1.75mm or 2.85mm in diameter, comes on spools and is fed through a drive mechanism into the hot end where it melts and extrudes.
How FDM Actually Works
The mechanics of FDM printing involve several coordinated systems working in harmony. The extruder motor pushes filament into the hot end, which contains a heater cartridge, temperature sensor, and nozzle. Most consumer printers use brass nozzles with diameters between 0.4mm and 0.6mm, though specialized nozzles exist in sizes from 0.2mm to 1.0mm. The extruded plastic bonds to the previous layer through thermal fusion, creating a solid structure as the print progresses.
The print bed provides the foundation for the first layer and must maintain precise temperature control. Heated beds, standard on modern FDM printers, typically operate between 40°C and 110°C depending on the material. This heat prevents warping by keeping the bottom layers warm and malleable, allowing the plastic to cool slowly and maintain dimensional stability. Bed adhesion methods include PEI sheets, glass with adhesive, painter’s tape, or specialized surfaces like BuildTak.
Motion systems vary by printer design. Cartesian printers (the most common) use linear rails and lead screws to move the print head in X and Y axes while the bed moves in Z. Delta printers use three arms coordinated to position the nozzle. CoreXY designs use a belt system to move the print head. Each approach has trade-offs in speed, accuracy, build volume, and mechanical complexity.
Materials Available for FDM Printing
The filament ecosystem for FDM printers is vast and growing. PLA (Polylactic Acid) serves as the default material for beginners due to its ease of use, low printing temperature (190-220°C), minimal warping, and biodegradability derived from corn starch. It produces crisp details and works on unheated beds, though it lacks the heat resistance and impact strength of engineering materials.
PETG (Polyethylene Terephthalate Glycol) bridges the gap between PLA and ABS, offering excellent layer adhesion, chemical resistance, and toughness while remaining relatively easy to print. It requires slightly higher temperatures (230-250°C) and benefits from a heated bed at 70-80°C. PETG has become the favorite material for functional prints that need durability without the printing challenges of ABS.
ABS (Acrylonitrile Butadiene Styrene) was historically the standard for durable parts but requires careful environmental control. It prints at 240-260°C and demands an enclosed chamber to prevent drafts that cause warping and cracking. The fumes produced during printing require ventilation. While ABS offers excellent heat resistance and can be vapor-smoothed with acetone, modern alternatives like ASA and PETG often provide better results with fewer headaches.
Specialty filaments expand the capabilities of FDM printing. TPU (Thermoplastic Polyurethane) and TPE (Thermoplastic Elastomer) create flexible, rubber-like parts for gaskets, phone cases, and vibration dampeners. Nylon offers exceptional strength, chemical resistance, and low friction properties for mechanical parts. Composite filaments infused with carbon fiber, wood, or metal powders provide unique aesthetics and properties, though they require hardened nozzles to resist abrasion.
Strengths and Ideal Use Cases for FDM
FDM excels in applications requiring structural integrity, large build volumes, and material versatility. The technology produces robust parts suitable for functional prototypes, tooling, jigs, fixtures, and end-use components. Build volumes on desktop machines range from 150mm cubes to over 400mm on larger models, enabling full-scale printing of many objects without assembly.
The cost structure favors FDM for production runs. Filament costs between $20-$50 per kilogram, and print speeds can reach 100-300mm/s on modern machines with input shaping and Klipper firmware. Failed prints waste relatively inexpensive material compared to resin printing. The ability to print with dissolvable supports (using materials like HIPS or PVA) enables complex geometries with internal cavities.
FDM parts require minimal post-processing compared to resin prints. Support removal is mechanical rather than chemical, and functional surfaces often need only minor sanding. The matte finish of extruded plastic accepts paint well, and certain materials like ASA offer excellent UV resistance for outdoor applications.
Limitations You Must Accept
The layer-by-layer construction of FDM creates inherent weaknesses along the Z-axis. Parts are strongest within layers and weakest between them, meaning orientation during printing critically affects strength. Visible layer lines, typically 0.1mm to 0.3mm tall, create a textured surface that may require sanding for aesthetic applications. Fine details smaller than the nozzle diameter cannot be reliably printed.
Overhangs and bridges present challenges. Most FDM printers can handle overhangs up to 45-60 degrees without support material, but steeper angles require generated supports that leave marks on the finished part. Bridging (printing across gaps without support) works for short spans but fails on longer distances. These limitations constrain design freedom compared to resin printing.
Stereolithography (SLA): Precision Through Light
SLA represents the oldest 3D printing technology, invented by Chuck Hull in 1986, yet it remains the gold standard for applications demanding fine detail, smooth surfaces, and dimensional accuracy. Instead of extruding plastic, SLA printers cure liquid photopolymer resin using a focused ultraviolet laser. The laser draws each layer’s cross-section onto the surface of a resin vat, solidifying the liquid where it touches.
The SLA Process Explained
A typical SLA printer consists of a resin vat with a transparent bottom (usually FEP film), a build platform that lowers into the vat, and a UV laser system with galvanometer mirrors for positioning. The process begins with the build platform just touching the resin surface. The laser traces the first layer, curing the resin into solid plastic. The platform then rises slightly, allowing fresh resin to flow beneath, and the process repeats for each subsequent layer.
Layer heights in SLA printing typically range from 0.025mm to 0.1mm, significantly finer than FDM. The laser spot size, usually around 0.05mm to 0.15mm, determines the minimum feature size and XY resolution. This precision enables printing details as small as 0.2mm, textures invisible to the naked eye, and parts that require minimal post-processing to achieve smooth surfaces.
Resin formulations have expanded dramatically beyond the original prototyping materials. Standard resins offer good detail and moderate strength. Engineering resins mimic ABS, polypropylene, or polycarbonate properties. Castable resins burn out cleanly for jewelry and dental applications. Biocompatible resins enable dental and medical devices. Flexible and tough resins provide impact resistance and elasticity comparable to injection-molded TPU.
MSLA and DLP: Variants of Resin Printing
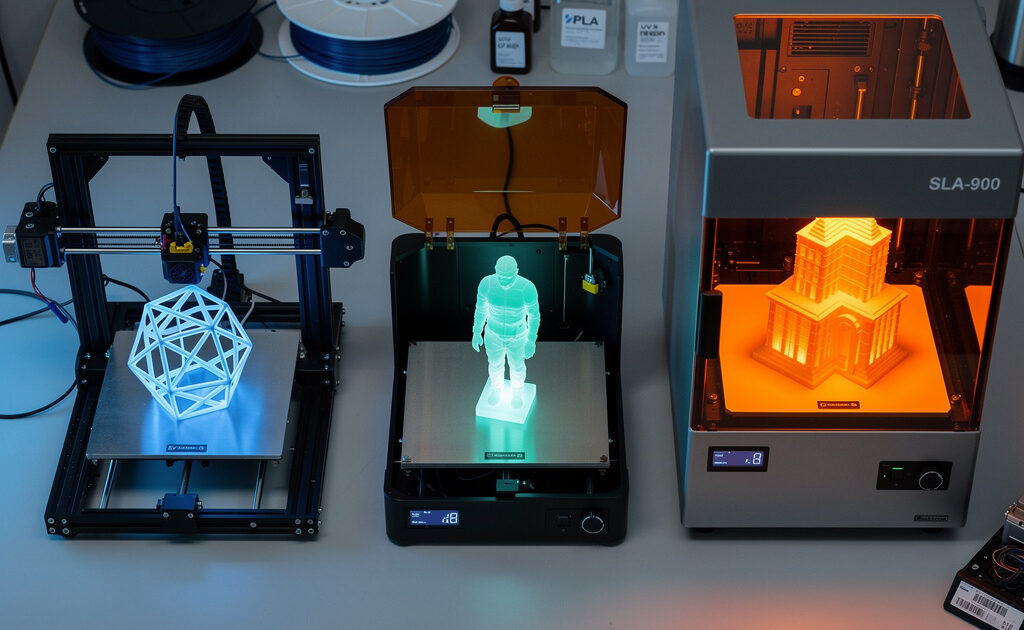
Modern resin printing has largely shifted from laser-based SLA to masked Stereolithography (MSLA) and Digital Light Processing (DLP). These technologies use an array of LEDs shining through an LCD screen or a DLP chip to project entire layers at once, rather than tracing with a laser. This parallel exposure dramatically increases print speed—an entire layer cures simultaneously regardless of how much area it covers.
MSLA printers dominate the consumer market due to their cost-effectiveness. An LCD screen with 2K, 4K, or 8K resolution masks the light from a UV LED array. Higher resolution screens provide finer pixel size and better detail. However, LCD screens are consumable items that degrade with UV exposure and typically require replacement after 1,000-2,000 hours of printing. The monochrome screens common in modern printers last longer and allow faster exposure times than older RGB screens.
DLP printers use a digital micromirror device (DMD) chip containing millions of tiny mirrors that reflect light to create the layer image. DLP offers extremely fast print times and pixel-perfect edges without the grid artifacts sometimes visible in LCD prints. However, DLP printers command higher prices and have historically targeted professional and dental markets, though consumer models are becoming available.
When Resin Printing Makes Sense
Choose resin printing when detail, surface quality, and accuracy matter more than raw strength or build volume. Miniature figures for tabletop gaming, jewelry masters for casting, dental models, and highly detailed prototypes all benefit from resin’s capabilities. The technology produces injection-mold-quality surface finishes straight from the printer that require only washing and curing.
Resin printing enables complex geometries that FDM struggles with. Internal cavities, intricate lattice structures, and organic shapes print successfully because overhangs are supported by uncured liquid resin during printing. The isotropic properties of cured resin mean parts have similar strength in all directions, unlike the layer-dependent strength of FDM prints.
The Challenges of Resin Printing
Resin printing demands respect for safety protocols. Liquid photopolymer resins are skin irritants and sensitizers—repeated exposure can trigger allergic reactions. Proper PPE including nitrile gloves and eye protection is mandatory. Fume extraction or ventilation is essential, especially with strong-smelling resins. Post-processing requires washing off excess uncured resin (using IPA or specialized wash stations) and UV curing to reach full mechanical properties.
The workflow is messier and more involved than FDM. Failed prints leave solid chunks in the resin vat that must be filtered out. Resin has a limited shelf life and requires storage in opaque containers. Support structures must be carefully designed and removed, leaving small contact points that require sanding. Build volumes are typically smaller than FDM, with most consumer resin printers offering 120mm-200mm build plates.
Selective Laser Sintering (SLS): The Professional Standard
While primarily an industrial technology, understanding SLS helps contextualize the consumer options. SLS uses a high-powered laser to fuse powdered material—typically nylon—layer by layer. The powder bed serves as both build material and support, eliminating the need for generated support structures. After printing, excess powder is removed and recycled.
SLS produces parts with exceptional mechanical properties, isotropic strength, and the ability to print complex interlocking assemblies and living hinges. The surface has a characteristic grainy texture from the powder particles. Until recently, SLS remained confined to industrial systems costing hundreds of thousands of dollars, but desktop SLS printers from Formlabs and others are bringing the technology to smaller businesses and serious hobbyists.
Comparing Technologies: Making the Right Choice
The decision between FDM and resin printing depends entirely on your intended applications. FDM offers larger build volumes, stronger functional parts, safer materials, and lower operating costs. It suits mechanical prototypes, tooling, household repairs, and anyone prioritizing function over aesthetics. The learning curve is gentler, and the ecosystem of materials and modifications is vast.
Resin printing delivers superior detail, smoother surfaces, and dimensional accuracy at the cost of messier workflow, smaller build volumes, and material handling requirements. It dominates applications requiring fine features, smooth finishes, or castable patterns. Miniatures, jewelry, dental models, and highly detailed prototypes justify the additional complexity.
Many makers eventually own both technologies, using each for its strengths. FDM handles structural parts and large objects while resin manages detailed components requiring precision. Understanding these fundamental differences enables you to choose the right tool for each project rather than forcing one technology to handle everything poorly.
Setting Realistic Expectations for Beginners
Both FDM and resin printing require learning periods regardless of marketing claims about “plug and play” operation. Expect to troubleshoot failed prints, calibrate settings, and learn material behaviors. Your first prints will likely have imperfections. This is normal and part of the learning process that every 3D printer operator experiences.
Budget considerations extend beyond the printer purchase. FDM requires filament, replacement nozzles, build surfaces, and occasional maintenance parts. Resin printing needs resin, IPA or wash solution, PPE, UV curing equipment, and ventilation solutions. Both benefit from quality-of-life upgrades like automated bed leveling, filament dryers, or resin heaters.
Time investment is substantial. A single print might take hours, and failed prints waste both time and material. Learning to design for 3D printing—considering overhangs, support requirements, print orientation, and material properties—takes months of practice. However, the reward is genuine manufacturing capability at your fingertips, enabling you to create objects that previously required industrial equipment or professional services.
Next Steps in Your 3D Printing Journey
Now that you understand the fundamental technologies, the next logical step is learning how to evaluate and select your first printer. Rather than recommending specific models that quickly become outdated, the next article in this series provides a decision framework: identifying your requirements for build volume, material needs, noise tolerance, and budget tier. You will learn what specifications actually matter versus marketing fluff, enabling you to choose equipment that serves your specific goals.
The series continues with deep dives into materials, the complete printing workflow from design to finished part, troubleshooting common failures, workspace setup, post-processing techniques, and practical projects that demonstrate real-world applications. Each article builds upon the foundation established here, creating a comprehensive knowledge base for confident 3D printing operation.
Three-dimensional printing represents more than a hobby—it is a skill that enables creation, problem-solving, and entrepreneurship. Whether you want to prototype inventions, customize your living space, create art, or simply understand modern manufacturing, the knowledge you have gained here positions you to make informed decisions and avoid common pitfalls that frustrate many beginners.
]]>Continue Your 3D Printing Journey
Ready to choose your first printer? Read How to Choose Your First 3D Printer for a comprehensive decision framework. Or dive deeper into materials to understand PLA, PETG, ABS, and more.